|
Recently, through a friend, I learned of a project on the Kickstarter site that piqued my interest. It had to do with a new rapid prototyping system and Michael Joyce, the guy who was seeking funding on Kickstarter, for the B9Creator, had developed a system similar in some ways to existing technology, yet different enough, and simple enough that he was offering the complete machine for a funding pledge of something close to 1/10th the cost of the other similar machines. My respect grew for this inventor when I learned that he was creating the project as a completely open source project such that other people could understand, and perhaps improve the system over time. Mr. Joyce didn’t necessarily develop this system specifically for the jewelry industry, but as CAD-CAM (Computer Aided Design-Computer Aided Manufacturing) is currently becoming more the standard rather than the exception in contemporary jewelry design, his timing couldn’t have been more spot on for the industry. The funding for his project attests to his timliness and the interest his project has created. Other people had already posed the question to Mr. Joyce, “Does this system produce a ‘castable’ product?” Joyce was pretty sure he knew the answer to that but hadn’t yet acquired third-party verification…enter Gary Dawson Designs! Here is the entire text and photos of the short research project I created and executed for him. Note that this test casting was done with some very early test peices of resin and are not at all representative of the resolution that the B9C can now achieve. In fact, these pieces were chosen for texture. ***************************** Initial Assessment of the B9C System for Jewelry Prototyping By Gary Dawson Abstract: Although rapid prototyping technology has become more accessible with the advances inherent in contemporary technological research, leading edge technology still represents a major investment for any manufacturer and is out of reach for some. If the jewelry industry continues to fragment as noted by this researcher (“Paradigm shift in Jewelry Manufacturing and Market Structure: An Examination of Contemporary Small Shop Jewelry Production-Design to Manufacture to Retail” Proceedings of the Santa Fe Symposium of Jewelry Manufacturing Technology, 2010) funding of advanced technology may continue to be problematic. A first look at the B9Creator system of Rapid Prototyping may be indicative of a trend toward more affordable leading edge RP systems with the possible net result of a more rapid adoption of advanced RP technology by the jewelry industry as a whole. Scope: This project was designed as a preliminary test of burnout characteristics of the resin used in the B9C RP-DLP system. Procedure: Three sections of cured resin were chosen for their texture in hopes of evaluating possible ash residue and potential problems created by thermal expansion characteristics of the resin during ramp-up within the burn out cycle. One piece of textured resin was invested in each of two flasks using Ransom & Randolph Ultra-Vest. Instructions supplied with the investment were followed for mixing and burnout. One section of cured resin was placed directly on the kiln floor for the purpose of direct observation of ash residue. The kiln was observed at the end of the burnout cycle and both flasks were cast in Sterling Silver using a horizontal centrifugal. Melt was accomplished by Hydrogen-Oxygen flame. If the kiln floor piece had displayed any amount of ash residue, and/or the first casting showed any signs of residue contamination I had planned to use a protocol established by another researcher of using compressed air to clear the mold cavity prior to casting the second flask. However based on my observation of the kiln floor and the first flask casting results, I felt no need to use this protocol. Conclusions:
Figure 1: Texture on sprued resin.  Figure 2: Texture on sprued resin. 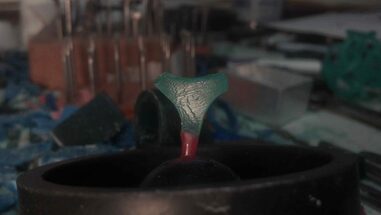 Figure 3: Interior of kiln prior to initiation of burnout.  Figure 4: Interior of kiln after burnout cycle complete.  Figure 5: Cast pieces after pickle, prior to magnetic pin tumbling  Figure 6: Cast pieces after magnetic pin tumbling.  ********************
If getting to know interesting people and what they’re up to intrigues you, you might check out Mr. Joyce’s other projects. . lostinspacerobot.com nextgiantleap.com I’m honored to have been able to contribute in some small way to one of this fellow’s projects!!!
0 Comments
|

Author
|
 RSS Feed
RSS Feed